


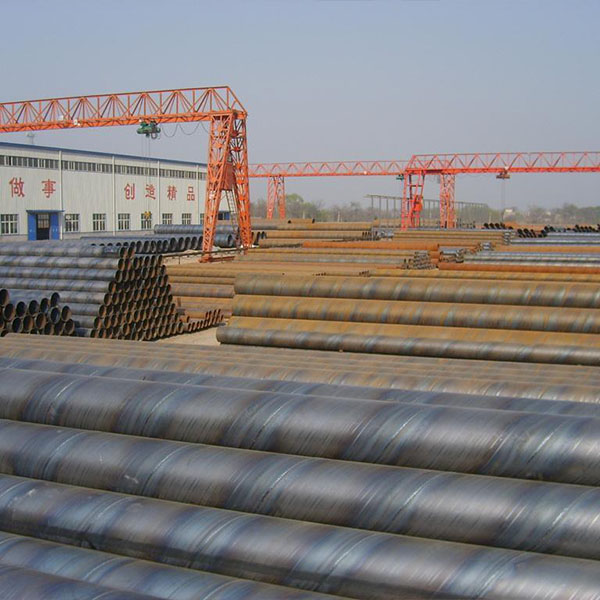
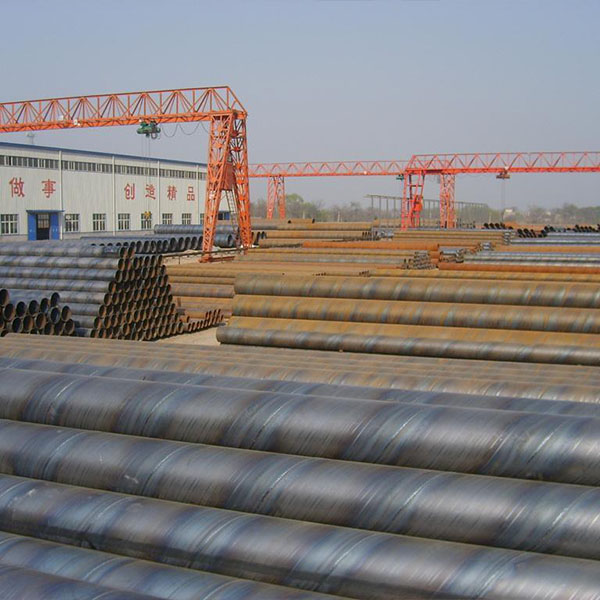
Q235B spirálová trubka


Běžně používané normy pro spirálové ocelové trubky se obecně dělí na: SY/T5037-2000 (norma ministerstva, také nazývaná ocelová trubka svařovaná pod tavidlem se spirálovým švem pro běžná potrubí pro přepravu tekutin), GB/T9711.1-1997 (národní norma, také nazývaná Ocelová trubka pro přenos těžby ropy a plynu První část technických dodacích podmínek: ocelová trubka třídy A (GB/T9711.2 třída B ocelová trubka je přísně vyžadována), API-5L (American Petroleum Institute, také nazývaná potrubní ocelová trubka; která je rozdělena do dvou tříd: PSL1 a PSL2), SY/T5040-92 (Spirálově svařovaná ocelová trubka pod tavidlem pro hromadu).


(1) Surovinou jsou pásové ocelové svitky, svařovací dráty a tavidla. Před investicí jsou vyžadovány přísné fyzikální a chemické kontroly.
(2) Tupý spoj hlavy a patky pásové oceli pomocí jednodrátového nebo dvoudrátového svařování pod tavidlem, po navinutí do ocelové trubky se pro opravné svařování používá automatické svařování pod tavidlem.
(3) Před tvarováním se pás podrobí vyrovnání, oříznutí hran, ohoblování hran, povrchové čištění a doprava a předohýbání.
(4) Elektrický kontaktní tlakoměr slouží k regulaci tlaku válců na obou stranách dopravníku, aby byla zajištěna plynulá doprava pásu.
(5) Přijměte vnější kontrolu nebo vnitřní kontrolu válcování.
(6) Zařízení pro kontrolu svarové mezery se používá k zajištění toho, že svarová mezera splňuje požadavky na svařování a že průměr trubky, velikost nesouososti a svarová mezera jsou přísně kontrolovány.
(7) Vnitřní svařování i vnější svařování používají americký elektrický svařovací stroj Lincoln pro jednodrátové nebo dvoudrátové svařování pod tavidlem, aby se získaly stabilní specifikace svařování.
(8) Svary jsou kontrolovány online kontinuálním ultrazvukovým automatickým defektoskopem, který zaručuje 100% nedestruktivní testování pokrytí spirálových svarů.
(9) K řezání ocelové trubky na jednotlivé kusy použijte vzduchový plazmový řezací stroj.
(10) Po rozřezání na jednotlivé ocelové trubky musí první tři ocelové trubky z každé šarže projít přísným systémem první kontroly, aby bylo zajištěno, že proces výroby trubek je před oficiálním uvedením do výroby kvalifikovaný.
(11) Díly se souvislými zvukovými značkami defektoskopie na svarech podléhají ručnímu ultrazvukovému a rentgenovému přezkoušení.
(12) Trubky, kde jsou pásové ocelové tupé svarové švy a spoje ve tvaru D protínající spirálové svarové švy, jsou všechny kontrolovány rentgenovou televizí nebo filmováním.
(13) Každá ocelová trubka prochází hydrostatickou tlakovou zkouškou a tlak přijímá radiální těsnění. Zkušební tlak a čas jsou přísně kontrolovány hydraulickým mikropočítačovým detekčním zařízením z ocelových trubek. Parametry testu se automaticky vytisknou a zaznamenají.
(14) Obrábění konců trubek, aby bylo možné přesně ovládat svislost čelní plochy, úhel zkosení a tupý okraj.
Ocelová trubka se spirálovým švem ponořená pod tavidlem (SY5036-83) pro přepravu tlakové tekutiny se používá hlavně pro potrubí pro přepravu ropy a zemního plynu; vysokofrekvenčně svařovaná ocelová trubka se spirálovým švem (SY5038-83) pro přepravu tlakové kapaliny pomocí metody vysokofrekvenčního přeplátovaného svařování Vysokofrekvenčně svařovaná ocelová trubka se spirálovým švem pro dopravu tlakové kapaliny. Ocelová trubka má silnou tlakovou únosnost a dobrou plasticitu, což je vhodné pro svařování a zpracování. Obecně je ocelová trubka svařovaná pod tavidlem se spirálovým švem (SY5037-83) pro přepravu nízkotlaké kapaliny vyrobena oboustranným automatickým svařováním pod tavidlem nebo jednostranným svařováním pro vodu, ocelová trubka svařovaná pod tavidlem pro dopravu obecné nízkotlaké kapaliny jako je plyn, vzduch a pára





